Homogenization Strategy in the Cement Industry
By Narayana Jayaraman
Cement clinkering process quality assurance demands specific chemistry and consistency of the kiln feed for a stable operation. This brings to focus the importance of the Blending and Homogenizing process. The proper choice of equipment and operating strategy play an equally important role promoting homogenization.
Limestone is the most important raw material in the manufacture of cement as it provides the main ingredient CaO. It is blended with other raw materials such as clay, marl, shale, and corrective additives to prepare a mix with the four main ingredients, CaO, SiO2, Al2O3, and Fe2O3, in the correct proportion. Although these ingredients are present in all the raw materials, they occur in different proportions. Based on their individual chemical composition, they are blended in specific ratios to achieve the target chemistry.
However, each material comes with its own chemical variations. Even if the mix meets the target average chemistry, the required consistency is achieved by the blending and homogenizing process.
The entire material handling system starting with the receipt of raw materials to the kiln feed is designed to achieve the desired level of homogeneity. Even though the receiving hoppers and transfer towers achieve this to some extent, our major focus is on systems specially designed for blending and homogenization:
- Pre-Blending Stockpile (Stacker/Reclaimer).
- Mill feed bins and weigh feeders.
- Homogenizing Silo.
Let us say there are five different raw materials, A, B, C, D and E. According to the blending strategy, let us assume A, B and C are proportioned and blended in the Pre-Blending Stockpile; D and E are lower volume components added through the Mill Feed Bins. All the five components are pulverized in the mill and homogenized in the Homogenizing Silo.
1. Pre-Blending Stockpile
The Pre-Blending Stockpile is sometimes used as a single-component homogenizing system or to mix and homogenize several components. In this case, A, B and C are proportionally fed and blended in the Pre-Blending Stockpile. Even the best blending system needs a clear strategy for blending and homogenizing, especially for a multi-component system as in this example. The sketch below shows the FLS Longitudinal Bridge Reclaimer System.
Figure 1. Longitudinal Bridge Scraper
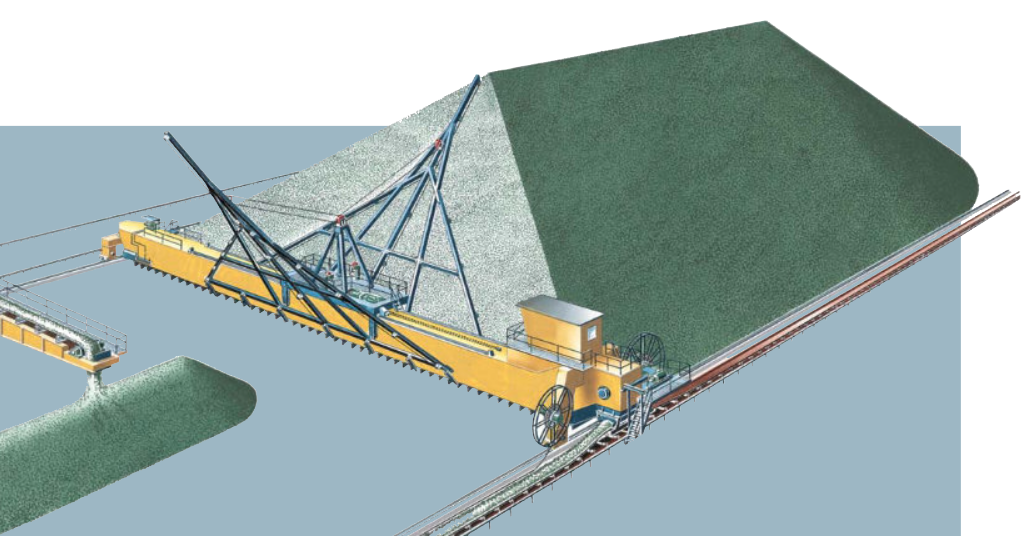
Note. Adapted from FLSmidth (2008). Stacker and Reclaimer Systems.
In a longitudinal stockpile, one pile is formed (left part of the sketch) while the other is reclaimed (right part). The main principle is to form chevron layers in the stockpile from a pre-set mix of A, B, and C. When the reclaimer slices the pile from the edge, the slice cuts through all the layers and ensures each layer has A, B, and C in the right proportion according to the target chemistry. Subsequent material movement evens out the variation in each layer and brings about homogenization. Some strategy considerations are listed below:
- Establish the target chemistry of the Pre-blending stockpile.
- Establish the regulated proportioning of the raw material components (A/B/C ratio) based on the target chemistry for the pile.
- Provide a metering arrangement for the materials A, B, and C from hoppers or stockpiles.
- Ideally, an on-line analyzer in the stacker belt establishes continuous analysis and cumulative composition of the pile.
- Continuous proportioning and proper stacking procedures should ensure that each material is spread throughout the length of the stockpile.
- Provide a sampling and analyzing system for the reclaimed material.
As a result of the materials undergoing the “layering” and “slicing” process, the standard deviation of the chosen parameter (can be CaO) is reduced by a ratio of approximately 5 to 8.
2. Mill Feed Bins
The battery of feed bins for the raw mill consists of one large bin for the blended material from the pre-blending store, two or three smaller bins for materials that need to be added in small proportions, and one for the ‘sweetener.’ The weigh feeder under each bin regulates the proportioning of each material necessary to reach the raw mix design. In this example, there are three bins: one for the blended material from the stockpile (A, B, C mixed in the desired ratio), one bin for D, and one bin for E. The three weigh feeders meter the material in the desired ratio to the mill feed belt conveyor. Any section on the belt should theoretically contain the average kiln feed composition. Some strategic steps to be considered are listed below:
- The single most important consideration is to minimize the deviation in the composition. This is done by installing an on-line analyzer on the mill feed belt, which continuously monitors the composition and regulates the weigh feeders to adjust to the target kiln feed chemistry.
- The milling process itself does not change the mean composition but helps the homogenization.
Figure 2. Raw Mill Feed Bins

The product from the mill is aimed to have the mean chemistry according to the raw mix design. It will however still have some variation as it is filled into the next homogenizing section, the Homogenizing silo.
3. Homogenizing Silo
The Homogenizing Silo is the last zone where final homogenizing occurs. The Homogenizing Silo is expected to reduce the standard deviation of the Lime Saturation Factor (LSF) [assuming LSF is chosen as the control parameter] by a factor of 10, provided it is operated according to the prescribed strategy:
- The silo should be at least 50-70% full of material at all times
- The aeration at the silo bottom should occur adequately to fluidize the material
- The extraction rate and sequence are regulated to bring about maximum mechanical movement of layers of material (see Figure 3)
Figure 3. Homogenizing Action (Schematic)

Note. Adapted from Labahn and Kohlhaas. Cement Engineers’ Handbook.
- Automatic continuous samplers are installed at the silo feed point and silo extraction point.
- Samples are taken and analyzed regularly to monitor the homogenizing efficiency of the silo and the final homogeneity of the kiln feed, which is the most important parameter to control.
When the material is extracted from the silo, it will have all the desired materials A, B, C, D, and E in the right proportion and homogenized. This material is fully prepared for feeding to the kiln.
4. Why Homogenization?
Inadequate kiln feed homogeneity causes unstable operation of the kiln resulting in the following potential problems:
- Variation in clinker quality.
- Higher heat consumption.
- Variation in free lime in clinker.
- Unfavorable evaporation pattern of volatiles resulting in potential preheater blockages.
- Dusty kiln and kiln rushes.
One of the primary requirements for consistent quality clinker is a well-homogenized kiln feed.
5. Conclusions
The choice of suitable systems and the operating strategy must be developed around specific plant requirements depending on available raw materials, the logistics of transport of these materials into the plant, the proportion in which they are to be blended, and the inherent variation in the quality of these materials as they are received. A good system should deliver the kiln feed with a LSF standard deviation of less than 1%.
About the Author(s)
Narayana Jayaraman
Mr. Jayaraman is PEC’s expert on cement process systems; he has over 45 years of experience in the cement industry. His expertise includes the process of white cement plants, including upgrading the capacity and resolving process issues at two cement manufacturing facilities in India. He has had in-depth exposure to the technical, economic, and commercial aspects of large cement projects and extensive experience in upgrading and optimizing existing plants. He earned a BS in Mechanical Engineering from Osmania University, Hyderabad, India, and an MS in Mechanical Engineering from the Indian Institute of Technology, Kharagpur, India.
PEC Consulting Group LLC | PENTA Engineering Corporation | St. Louis, Missouri, USA
How can we help you? Get in touch with our team of experts.