Options for Grinding Slag and Pozzolan for use as Construction Materials
By Russell Reimer and Francisco M. Benavides
While the use of supplementary cementitious materials is increasingly popular, the use of granulated blast furnace slag and pozzolans presents extra challenges to the grinding process. A careful assessment of grinding options available is key to efficient grinding operations.
The increasing pressure to use supplementary cementitious materials (SCMs) favours granulated blastfurnace slag (GBS) and pozzolans. However, these materials present high levels of moisture and abrasiveness, requiring grinding systems designed to deal with these properties. Therefore, it is important to evaluate which grinding system best serves the purpose.
GBS is a byproduct of steel manufacturing, mostly consisting of CaO, SiO2 , Al2 O3 and MgO, with CaO and SiO2 composing the largest share. Lesser components like Fe2 O3 comprise the rest. As the number of blastfurnaces has decreased in steel manufacturing and are mostly located in the in the northeast and midwest USA, many US cement manufacturers import slag. The main benefit of slag cement (Type IS) is the effectiveness in mitigating alkalisilica reaction (ASR) by binding alkalis in the concrete hydration reaction.1 Some cement mixes can be made without clinker, furthering the usefulness of GBS in reducing CO2 emissions.
Pozzolanic materials such as volcanic ash or pumice, calcined kaolin, fly ash and diatomaceous earth are reactive aluminosilicates. Fly ash is the easiest to access from storage areas at coal-fired power plants. However, due to the closure of coal-fired power plants, this resource is dwindling.
1. Comminution Overview
Comminution theory focusses on the relationship between energy input and the particle size produced from a given feed size.2 The most common breakage methods are impact and attrition, mostly by ball mills. This compares with the compression mechanism, as well as attrition, utilised in both high-pressure grinding rolls (HPGRs) and vertical roller mills (VRMs). The Bond Ball Mill Work Index (BBMWi) is widely used to measure the grindability of a mineral in kWh/t.2 In reference to clinker grinding, the following are typical energy requirements:1
-
- Ball mill: 38kWh/t.
- HPGR plus ball mill: 30-34kWh/t.
- VRM: 28-32kWh/t.
Grinding is a very energy intensive process that accounts for a significant amount of production costs.7 This is why advances in classifier technology have been vital in increasing production efficiency. Since GBS and pozzolan require a large surface area for reactivity, the fineness of the ground material plays a critical role, thus the efficiency of the classifier is essential.
2. Drying Methods
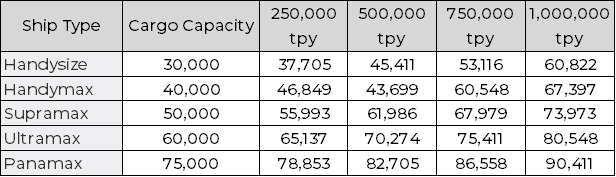
Minerals to be processed may have a high initial moisture content (see Table 1), but undercover storage can reduce moisture before entering the grinding process. If moisture levels are too high for mills to grind at reasonable production levels, drying is required ahead of the mill. VRMs are more suited for drying compared to other types of mills. A VRM can grind and dry minerals with 15 per cent moisture.5
Table 1. Typical Properties of Feed Materials
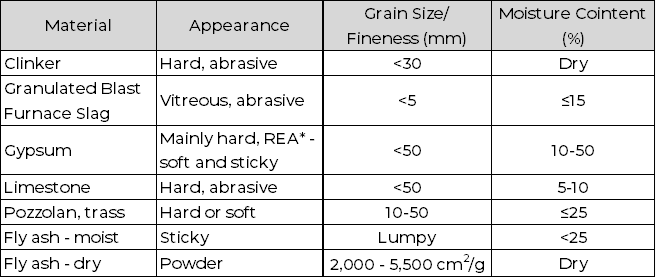
Note. *Gypsum from the flue gas desulfurization plants. Adapted from LOESCHE (2016) Loesche Mills For Cement and Granulated Blast Furnace Slag E 2016. Düsseldorf, Germany: Loesche, 27p.
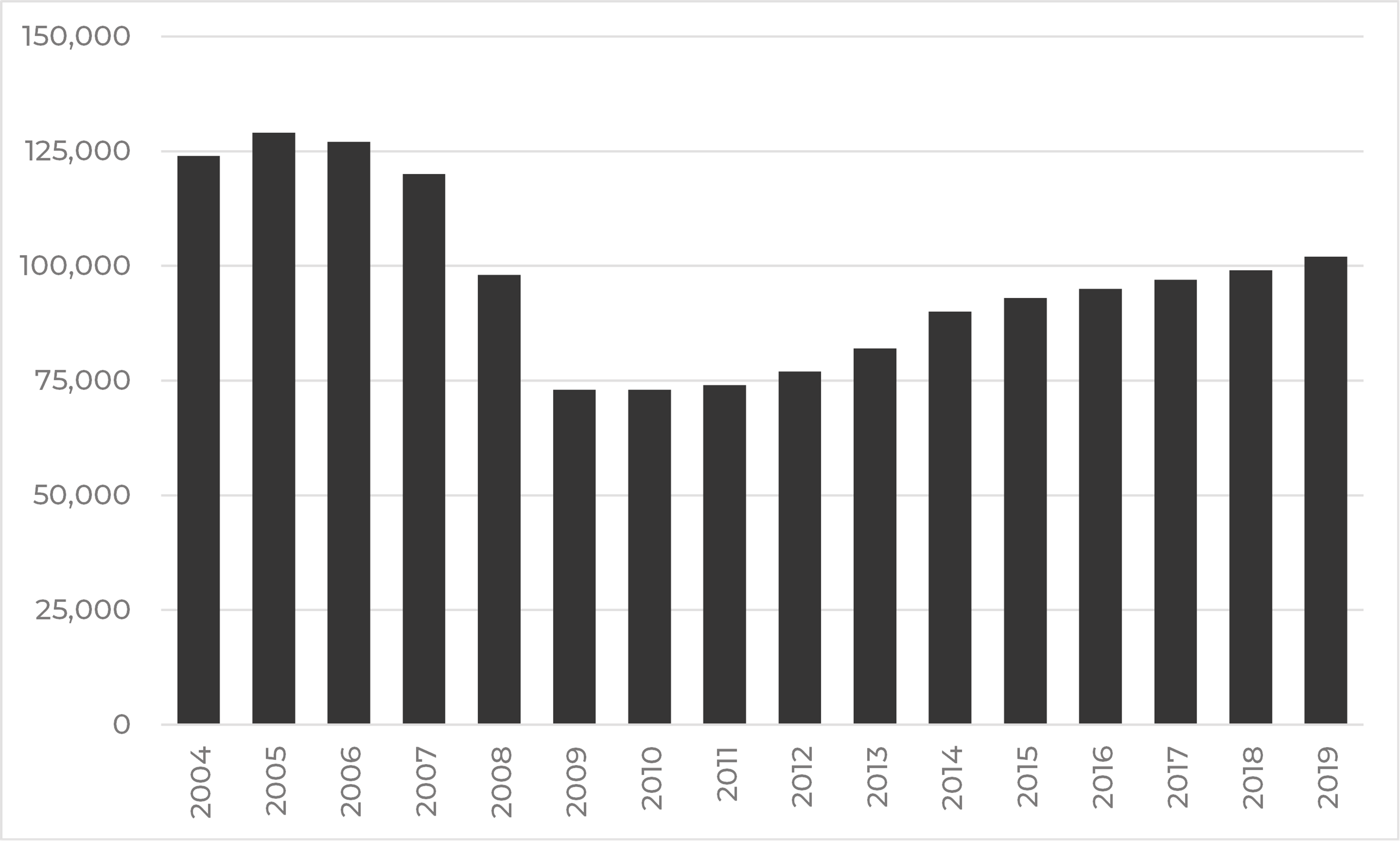
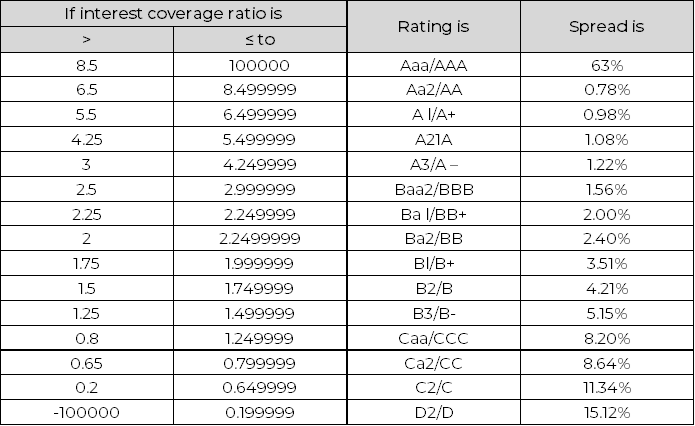
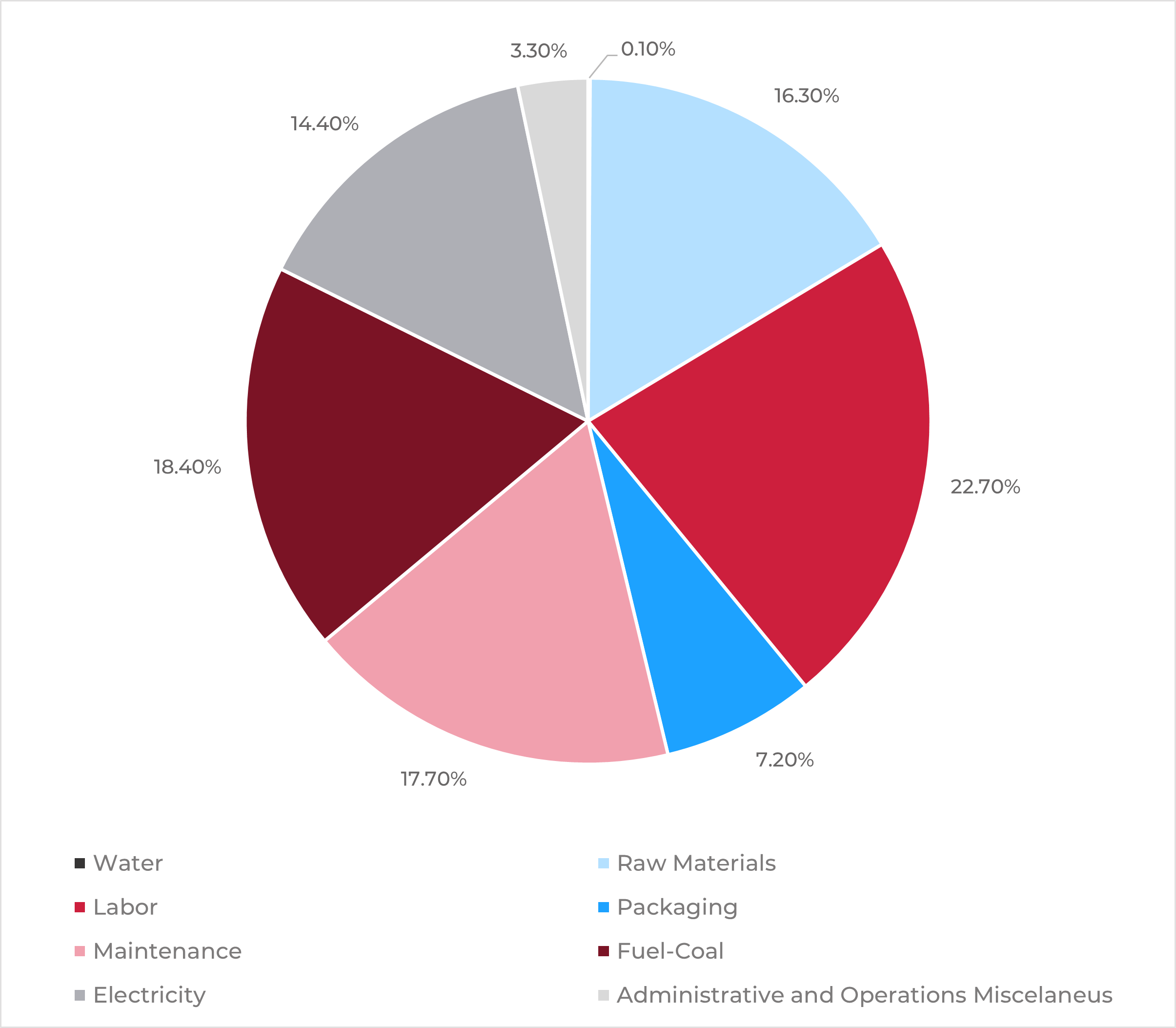
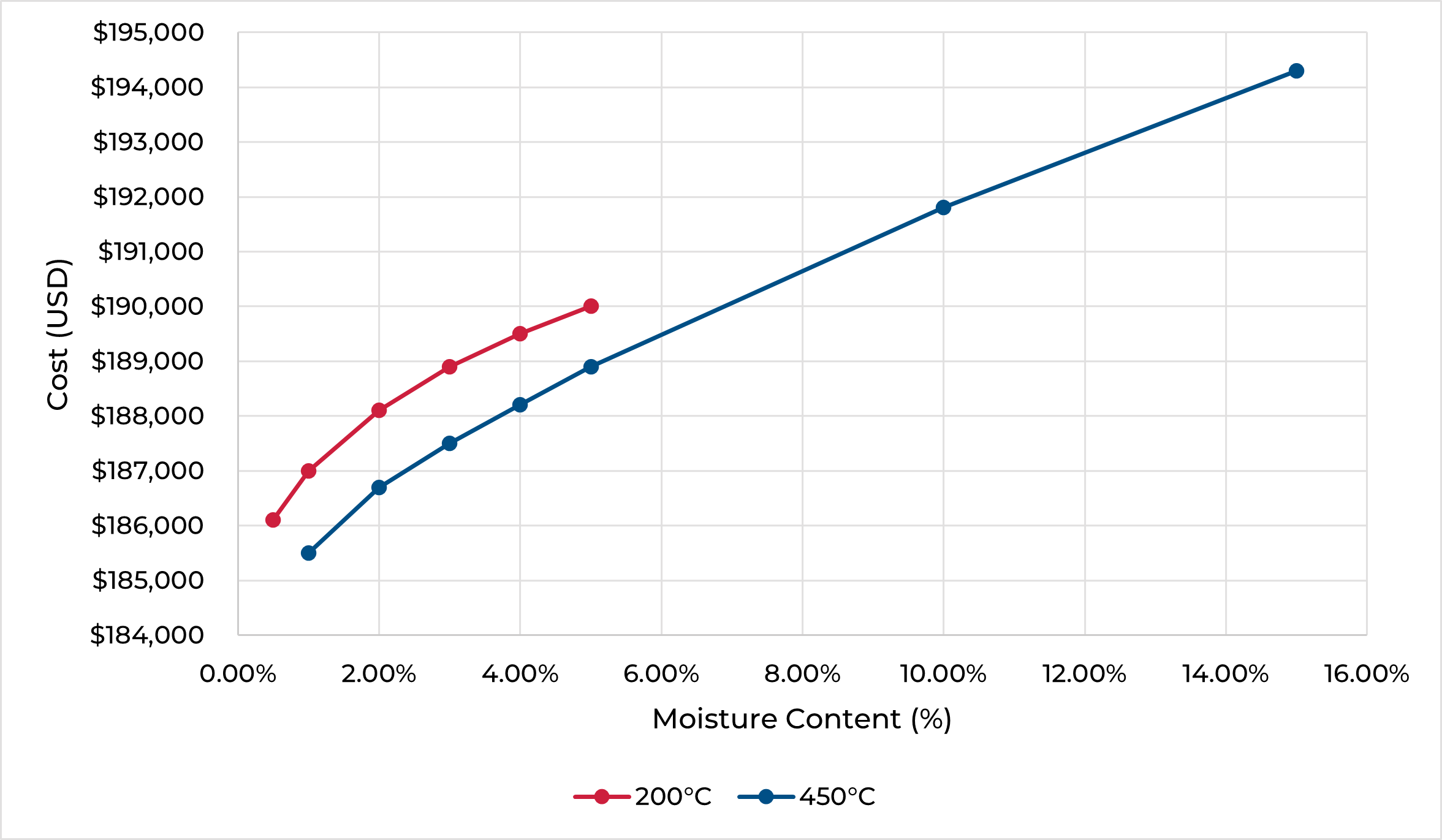
A ball mill may handle around five per cent moisture, but higher moisture levels will require a separate dryer ahead of the mill. Drying can also be performed by feeding directly to the classifier and adding hot gases to the classifier. Figure 1 shows the annual cost for drying raw materials with a hot gas generator. GBS devitrifies at approximately 700˚C, thereby losing its hydraulic properties and thus excessive temperatures should be avoided.4 Pozzolans such as kaolin clay have temperature dependencies as well that will need to be fully understood before processing.
Figure 1. Annual Cost of Operating a Hot Gas Generator for Drying Materials
3. Vertical Roller Mills
VRMs have been gaining popularity in new projects as energy consumption can be up to 40 per cent less than that of ball mills,6 in addition to allowing materials with a higher moisture content than competing grinding systems. Many advances in VRM technology have been made for clinker and slag grinding as well as for the production of pozzolanic blended cements.7
Technologies such as the ROKSH separator from FLSmidth also provide higher drying capacity for wet materials.8 Other separation technology, like the Loesche LDC Series and Gebr Pfeiffer SLS classifiers, can reduce fineness down to 10µm. 3,6
The abrasiveness of GBS and pozzolan requires high wear-resistant liners. For VRMs grinding very abrasive materials, such as slag, hard-facing is an economical alternative to changing wear parts and is suitable for high-chrome castings, optimizing the grinding process and saving refurbishment costs.8
Innovations in material science have also led to a reduction in the loss of weight of wear parts, increasing their lifespan and reducing shipping costs. While welded liners can be used many times, ceramic liners provide double the amount of life.9 Some companies, such as FLSmidth, are pursuing ceramics. The life of ceramic wear segments is shown in Table 2.
Table 2. Example of Wear Life on FLSmidth’s OK Mill
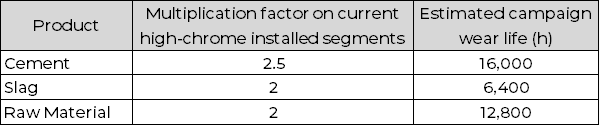
Note. Adapted from FLSmidth OK PRO Plus Ceramic Wear Segments Brochure.
4. Ball Mills
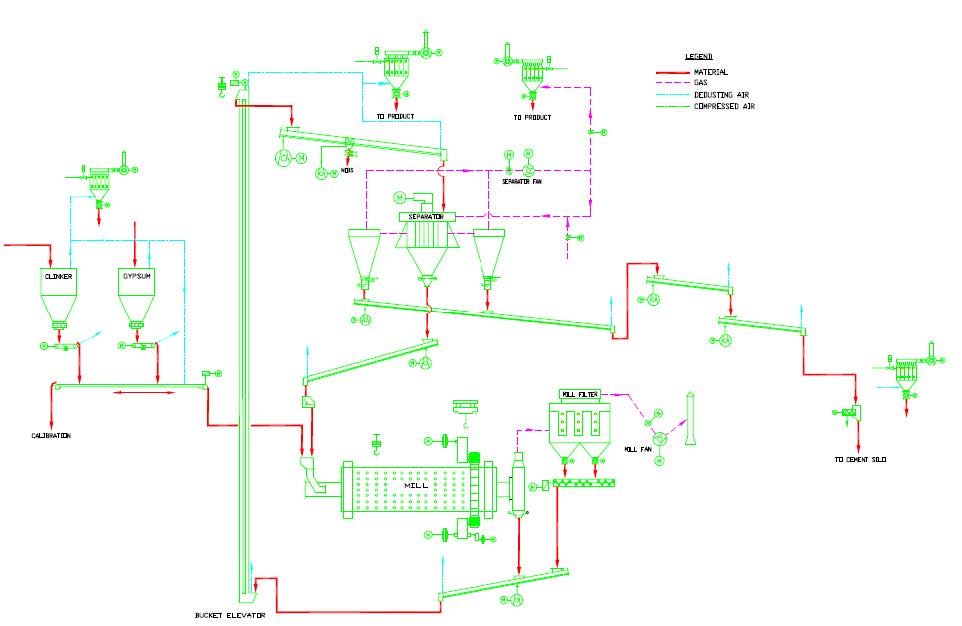
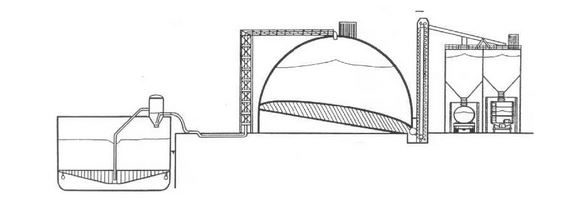
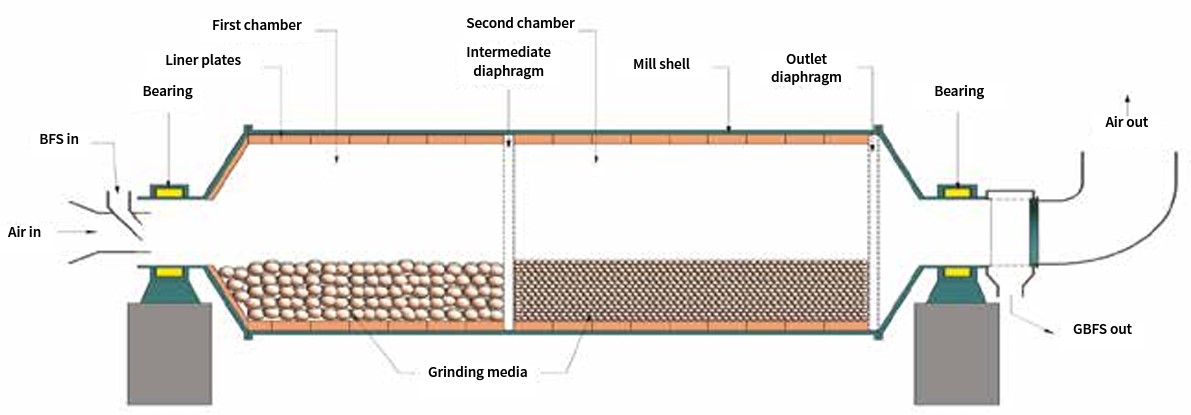
The ball mill (see Figure 2) still constitutes many of the existing grinding systems in place today. Disadvantages are higher energy consumption levels and higher decibel levels when compared with other grinding systems.7 Advantages are ease of operation and lower capital investment cost.2
Figure 2. Typical Ball Mill Arrangement
Ball mills have undergone considerable change in the last few decades with trends of increased mill sizes, high efficiency separators and innovative internal designs.7 The efficiency and output are primarily dictated by ball charge for coarse and fine grinding optimization. This has been accomplished mostly in part by internal designs on the maximum angular lift and the accurate trajectory of the ball charge.7
The relationship between production, ball charge loading (in per cent) and kWh should be observed carefully as these factors are pivotal and not mutually exclusive. 7 The ball size is dictated by the hardness of the material and its feed size distribution.
Grinding aids in a ball mill can greatly impact production costs. 7 Three major aspects are the decrease in “pack-set” (agglomeration of mineral coating on the media), increase flowability, and moisture reduction in the feedstock. 7
5. High-Pressure Grinding Rolls
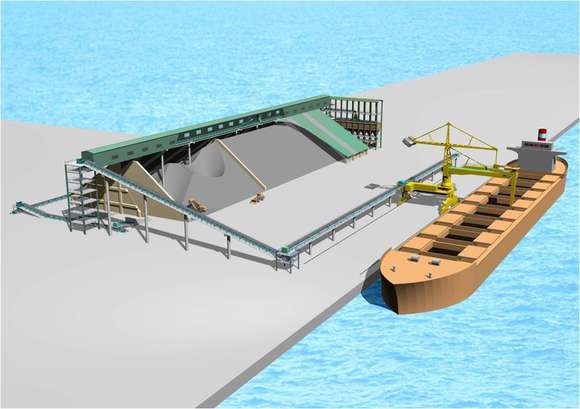
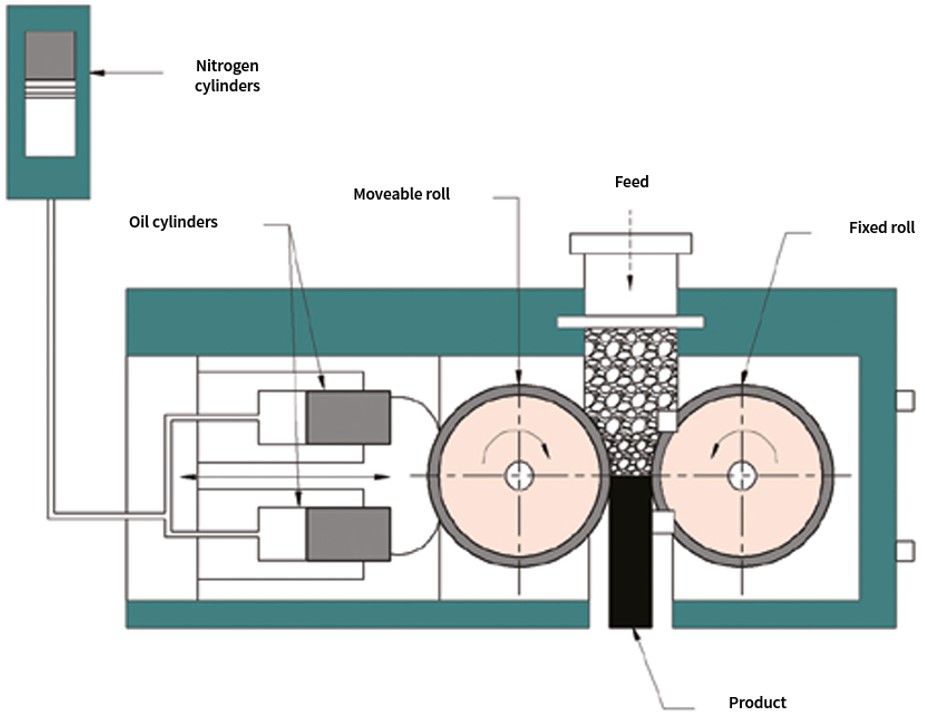
High-pressure grinding rolls (HPGR) technology was first utilized in the grinding of clinker and raw material in the mid-1980s and quickly proved be an economical choice in the comminution process.10 The HPGR compresses the material into a “cake” that includes both fines and coarse material, which later needs to be deagglomerated by a hammer mill, ball mill or a V-separator (see Figure 3).
A HPGR can reduce energy consumption when working as a pre-grinder ahead of a ball mill, with savings of around 1.8-2.5kWh/t for clinker and 2.53.8kWh/t for GBS.10
Figure 3. High-Pressure Grinding Rolls Compresses Material into Cake
6. Conclusion
To reduce the clinker factor while still developing concrete strength requirements, the use of slag and pozzolans has proven to be very effective in lowering costs and overall positivity to the environment.
References
-
- 1 ASTM (2019) ASTM C989-989M – Standard Specification for Slag Cement for Use in Concrete and Mortars. West Conshocken, USA: ASTM, 7p.
- 2 LYNCH, A (2015) Comminution Handbook. Southfield, USA: SME, 350p.
- 3 LOESCHE (2016) Loesche Mills For Cement and Granulated Blast Furnace Slag E 2016. Düsseldorf, Germany: Loesche, 27p.
- 4 DUDA, WH (1984) Cement Databook. Gütersloh, Germany: Bauverlag, 456p.
- 5 KERTON, P (2014) Cement Plant Operations Handbook 6th Edition. Dorking, UK: Tradeship Publications Ltd, 290p.
- 6 GEBR PFEIFFER (2019) Minerals Lime Industry. Kaiserslautern, Germany: Gebr Pfeiffer, 23p.
- 7 BHATTY, JI (2011) Innovations in Portland Cement Manufacturing. Skokie, USA: Portland Cement Association, 1734p.
- 8 FLSMIDTH (2017) FLSmidth Cement Mill. Copenhagen, Denmark: FLSmidth, 8p.
- 9 FLSMIDTH (2020) Webinar OK Mill. November.
- 10 KOMAR KAWATRA, S (2006) Advances in Comminution. Englewood, USA: Society for Mining, Metallurgy, and Exploration, 568p.
About the Author(s)
Russell Reimer
Mr. Reimer has experience as a Process Engineer includes performing research, design and development of thermoset resin, gel coat and colorant. He is also experienced as a fabricator for a heating equipment manufacturer (flame arrestors and combustion burners), and laboratory technician for a company providing moving and storage of refined products. He holds a Bachelor’s of Science Degree in Chemical Engineering from Oklahoma State University, Stillwater, OK.
Francisco M. Benavides, P.E.
Mr. Benavides, Principal Consultant at PEC Consulting Group LLC, has many years of experience in project management, design and construction. He has conducted bankable feasibility studies, economic analysis of mineral transport alternatives, plant valuations for acquisitions and for financing purposes, and due diligence studies. He holds an MBA from Kellogg School of Management, Northwestern University, Evanston, Illinois; a Bachelor of Science and Professional Degree in Civil Engineering from the Missouri University of Science & Technology, Rolla, Missouri; and has completed Graduate Studies in Engineering Management and Environmental Engineering at Missouri University of Science & Technology.
PEC Consulting Group LLC | PENTA Engineering Corporation | St. Louis, Missouri, USA
How can we help you? Get in touch with our team of experts.